



අභිරුචිකරණය කරන ලද වෙල්ඩින් රේඛා රෝද හවුස් ආර්ක් වායුමය වෙල්ඩින් සවිකිරීම
වීඩියෝ
අත්යවශ්ය විස්තර
| වෙල්ඩින් වර්ගය: | චාප වෙල්ඩින් |
| ද්රව්ය: | ලෝහ |
| වෙල්ඩින් සවි කිරීම්: | 4 කට්ටල Gripers: 2 කට්ටල |
| අපනයන ප්රාන්ත: | කැනඩාව |
| අවුරුදු: | 2020 |
නිෂ්පාදන පින්තූර

හැදින්වීම
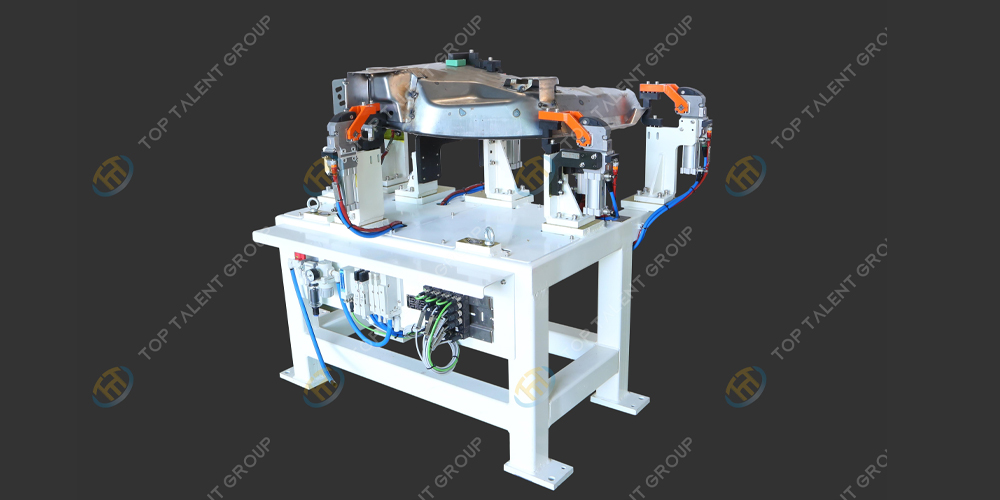
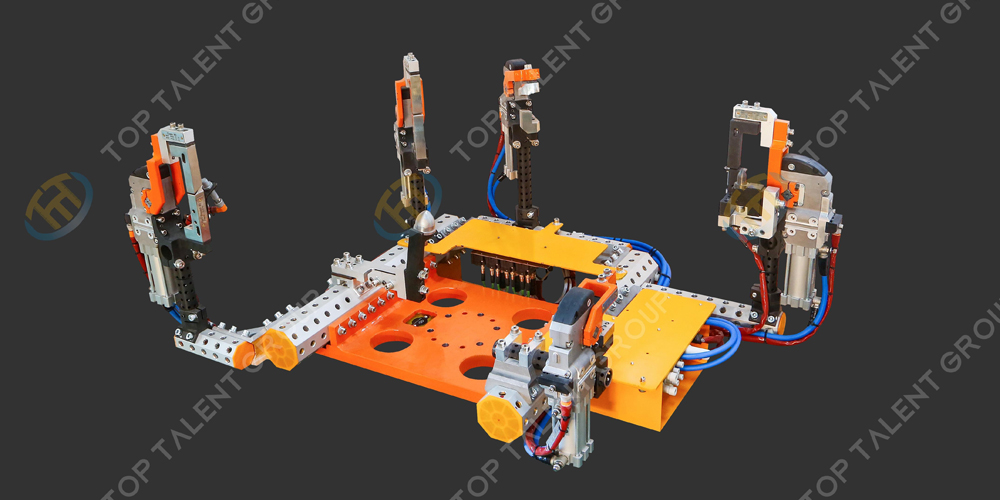
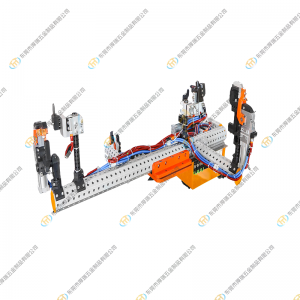
TTM විසින් නිෂ්පාදනය කරන ලද Wheel House Welding Fixture රෝද ආවරණයේ පිහිටීම සහ කෝණයෙහි නිරවද්යතාවය සහතික කිරීම සඳහා යාන්ත්රික කලම්ප ක්රමයක් අනුගමනය කරයි.එය කාර්යක්ෂම සහ ස්ථාවර රෝද හවුස් වෙල්ඩින් මෙහෙයුම් සාක්ෂාත් කර ගැනීම සඳහා වෙල්ඩින් රොබෝවරු සහ අනෙකුත් ස්වයංක්රීය උපකරණ සමඟ ඒකාබද්ධව භාවිතා කළ හැකිය.ඒ අතරම, එය වෙල්ඩින් ගුණාත්මකභාවය සහතික කළ හැකි අතර, වෑල්ඩින් ක්රියාවලිය තුළදී රෝද නිවාසයේ විරූපණය සහ විස්ථාපනය වළක්වා ගත හැකි අතර, එමගින් සමස්ත මෝටර් රථ ශරීරයේ ගුණාත්මකභාවය සහ කාර්ය සාධනය වැඩි දියුණු කරයි.
වචනයෙන් කියනවා නම්, Wheel House Welding Fixture යනු මෝටර් රථ නිෂ්පාදන කර්මාන්තයේ ඉතා වැදගත් සවිකෘතයකි.එය බඳ වෑල්ඩින්ගේ කාර්යක්ෂමතාව සහ ගුණාත්මකභාවය වැඩි දියුණු කළ හැකි අතර, එය නවීන මෝටර් රථ නිෂ්පාදන රේඛාවේ අත්යවශ්ය ප්රධාන අංගයකි.
අපගේ වැඩ ප්රවාහය
1. මිලදී ගැනීමේ ඇණවුම ලැබුණි-——->2. නිර්මාණය-——->3. ඇඳීම / විසඳුම් තහවුරු කිරීම-——->4. ද්රව්ය සකස් කරන්න-——->5. සීඑන්සී-——->6. CMM-——->6. එකලස් කිරීම-——->7. CMM-> 8. පරීක්ෂා කිරීම-——->9. (අවශ්ය නම් 3 වන කොටස පරීක්ෂාව)-——->10. (අභ්යන්තර/අඩවියේ පාරිභෝගිකයා)-——->11. ඇසුරුම් (ලී පෙට්ටිය)-——->12. භාරදීම
නිෂ්පාදන ඉවසීම
1. පාදක තහඩුවේ පැතලි බව 0.05/1000
2. පාදක තහඩුවේ ඝණකම ± 0.05mm
3. ස්ථාන දත්ත ± 0.02mm
4. මතුපිට ± 0.1mm
5. පිරික්සුම් කටු සහ සිදුරු ± 0.05mm







.png)
.png)